Micromètre (appareil)
Un micromètre , parfois appelé jauge à vis micrométrique , est un appareil incorporant une vis calibrée largement utilisée pour la mesure précise des composants [1] en génie mécanique et en usinage ainsi que dans la plupart des métiers mécaniques, ainsi que d’autres instruments métrologiques tels que cadran , vernier , et pieds à coulisse numériques . Les micromètres sont généralement, mais pas toujours, sous la forme d’ étriers(extrémités opposées réunies par un cadre). La broche est une vis usinée très précisément et l’objet à mesurer est placé entre la broche et l’enclume. La broche est déplacée en tournant le bouton à cliquet ou le dé à coudre jusqu’à ce que l’objet à mesurer soit légèrement touché à la fois par la broche et l’enclume.
 Micromètre moderne avec une lecture de 1,639 ± 0,005 mm. (Notez que vous devez agrandir l’image pour lire correctement l’instrument.) En supposant qu’il n’y a pas d’erreur zéro, il s’agit également de la mesure.
Micromètre moderne avec une lecture de 1,639 ± 0,005 mm. (Notez que vous devez agrandir l’image pour lire correctement l’instrument.) En supposant qu’il n’y a pas d’erreur zéro, il s’agit également de la mesure.  Micromètres extérieurs, intérieurs et de profondeur
Micromètres extérieurs, intérieurs et de profondeur
Les micromètres sont également utilisés dans les télescopes ou les microscopes pour mesurer le diamètre apparent des corps célestes ou des objets microscopiques. Le micromètre utilisé avec un télescope a été inventé vers 1638 par William Gascoigne , un astronome anglais. [2]
Histoire de la jauge à vis micrométrique
 Micromètre de Gascoigne, dessiné par Robert Hooke , v. 1667
Micromètre de Gascoigne, dessiné par Robert Hooke , v. 1667
Le mot micromètre est une monnaie néoclassique du grec micros « petit » et métron « mesure ». Le Merriam-Webster Collegiate Dictionary [3] dit que l’anglais l’a obtenu du français et que sa première apparition connue dans l’écriture anglaise remonte à 1670. Ni le mètre ni le micromètre (μm) ni le micromètre (appareil) tels que nous les connaissons aujourd’hui n’existaient à ce moment-là. Cependant, les gens de cette époque avaient vraiment besoin et s’intéressaient à la capacité de mesurer de petites choses et de petites différences. Le mot a sans doute été inventé en référence à cette entreprise, même s’il ne renvoyait pas spécifiquement à ses sens actuels.
La toute première vis micrométrique a été inventée par William Gascoigne au 17ème siècle, comme une amélioration du vernier ; il était utilisé dans un télescope pour mesurer les distances angulaires entre les étoiles et les tailles relatives des objets célestes.
Henry Maudslay a construit un micromètre de banc au début du 19ème siècle qui a été surnommé en plaisantant “le Lord Chancelier” parmi son personnel parce qu’il était le juge final sur l’ exactitude et la précision des mesures dans le travail de l’entreprise. [4] En 1844, les détails du micromètre d’atelier de Whitworth ont été publiés. [5] Cela a été décrit comme ayant un cadre solide en fonte, dont les extrémités opposées étaient deux cylindres en acier hautement finis, qui traversaient longitudinalement par l’action de vis. Les extrémités des cylindres où ils se rencontraient étaient de forme hémisphérique. Une vis était équipée d’une roue graduée pour mesurer au dix millième de pouce. Son objet étaitfournir aux mécaniciens ordinaires un instrument qui, s’il offrait des indications très précises, était cependant peu susceptible d’être dérangé par le maniement brutal de l’atelier .
Le premier développement documenté d’ étriers à vis micrométriques portatifs a été réalisé par Jean Laurent Palmer de Paris en 1848; [6] l’appareil est donc souvent appelé palmer en français, tornillo de Palmer («vis Palmer») en espagnol et calibro Palmer («Étrier Palmer») en italien. (Ces langues utilisent également les mots apparentés au micromètre : micromètre, micrómetro, micrometro .) Le pied à coulisse micrométrique a été introduit sur le marché de masse dans les pays anglophones par Brown & Sharpe en 1867, [7]permettant la pénétration de l’utilisation de l’instrument dans l’atelier d’usinage moyen. Brown & Sharpe se sont inspirés de plusieurs appareils antérieurs, l’un d’eux étant la conception de Palmer. En 1888, Edward W. Morley a ajouté à la précision des mesures micrométriques et a prouvé leur exactitude dans une série complexe d’expériences.
La culture de l’exactitude et de la précision de la salle d’ outils , qui a commencé avec les pionniers de l’interchangeabilité , notamment Gribeauval , Tousard , North , Hall , Whitney et Colt , et s’est poursuivie avec des leaders tels que Maudslay, Palmer, Whitworth , Brown, Sharpe, Pratt , Whitney , Leland , et d’autres, ont grandi pendant l’ ère de la machine pour devenir un élément important de la combinaison de la science appliquée et de la technologie . A partir du début du 20ème siècle, on ne maîtrise plus vraimentfabrication d’outils et de matrices , construction de machines-outils ou ingénierie sans une certaine connaissance de la science de la métrologie, ainsi que des sciences de la chimie et de la physique (pour la métallurgie , la cinématique / dynamique et la qualité ).
Les types
 Grand pied à coulisse micrométrique, 1908
Grand pied à coulisse micrométrique, 1908
Types spécialisés
 Un autre grand micromètre en cours d’utilisation
Un autre grand micromètre en cours d’utilisation
Chaque type de pied à coulisse micrométrique peut être équipé d’enclumes et de pointes de broche spécialisées pour des tâches de mesure particulières. Par exemple, l’enclume peut être conformée sous la forme d’un segment de pas de vis 14 , sous la forme d’un bloc en V, ou sous la forme d’un grand disque.
- Les ensembles de micromètres universels sont livrés avec des enclumes interchangeables, telles que des enclumes plates, sphériques, cannelées, à disque, à lame, à pointe et à tranchant. Le terme micromètre universel peut également faire référence à un type de micromètre dont le cadre a des composants modulaires, permettant à un micromètre de fonctionner comme micro extérieur, micro de profondeur, micro pas à pas, etc. (souvent connu sous les noms de marque Mul-T-Anvil et Uni- Mike).
- Les micromètres à lame ont un ensemble assorti de pointes étroites (lames). Ils permettent, par exemple, la mesure d’une rainure de joint torique étroite .
- Les micromètres à diamètre primitif (alias micros à filetage ) ont un ensemble correspondant de pointes en forme de filetage pour mesurer le diamètre primitif des filetages de vis.
- Les micros de limite ont deux enclumes et deux broches et sont utilisés comme une jauge à pression . La pièce vérifiée doit passer par le premier espace et doit s’arrêter au deuxième espace afin d’être conforme aux spécifications. Les deux écarts reflètent avec précision le haut et le bas de la plage de tolérance .
- Micromètre à alésage , généralement une tête à trois enclumes sur une base micrométrique utilisée pour mesurer avec précision les diamètres intérieurs.
- Les micromètres à tube ont une enclume cylindrique positionnée perpendiculairement à une broche et sont utilisés pour mesurer l’épaisseur des tubes.
- Les butées micrométriques sont des têtes micrométriques qui sont montées sur la table d’une fraiseuse manuelle, sur les bancs d’un tour ou d’une autre machine-outil, à la place de simples butées. Ils aident l’opérateur à positionner précisément la table ou le chariot. Les arrêts peuvent également être utilisés pour actionner des mécanismes de désactivation ou des interrupteurs de fin de course pour arrêter un système d’alimentation automatique.
- Les micromètres à boule ont des enclumes en forme de boule ( sphériques ). Ils peuvent avoir une enclume plate et une enclume sphérique, auquel cas ils sont utilisés pour mesurer l’épaisseur de la paroi du tube, la distance d’un trou à un bord et d’autres distances où une enclume doit être placée contre une surface arrondie. Leur application diffère des micromètres à tube en ce qu’ils peuvent être utilisés pour mesurer contre des surfaces arrondies qui ne sont pas des tubes, mais l’enclume à bille peut également ne pas pouvoir s’insérer dans des tubes plus petits aussi facilement qu’un micromètre à tube. Les micromètres à bille avec une paire de billes peuvent être utilisés lorsqu’un contact à point tangentiel unique est souhaité des deux côtés. L’exemple le plus courant est la mesure du diamètre primitif des filets de vis (ce qui se fait également avec des enclumes coniques ou la méthode à 3 fils, cette dernière utilisant une géométrie similaire à l’approche par paire de boules).
- Les micromètres d’établi sont des outils d’ inspection dont l’ exactitude et la précision sont d’environ un demi-micromètre (20 millionièmes de pouce, “un cinquième de dixième” dans le jargon machiniste) et dont la répétabilité est d’environ un quart de micromètre (“un dixième de dixième” ). Un exemple est la marque Pratt & Whitney Supermicrometer.
- Les micros numériques sont du type avec des chiffres mécaniques qui se retournent.
- Les micros numériques sont du type qui utilise un encodeur pour détecter la distance et affiche le résultat sur un écran numérique.
- Les micros V sont des micros extérieurs avec un petit bloc en V pour une enclume. Ils sont utiles pour mesurer le diamètre d’un cercle à partir de trois points régulièrement espacés autour de lui (par rapport aux deux points d’un micromètre extérieur standard). Un exemple de cas où cela est nécessaire est la mesure du diamètre des fraises en bout à 3 dents et des forets hélicoïdaux.
Principes de fonctionnement
 Animation d’un micromètre en cours d’utilisation. L’objet mesuré est en noir. La mesure est de 4,140 ± 0,005 mm.
Animation d’un micromètre en cours d’utilisation. L’objet mesuré est en noir. La mesure est de 4,140 ± 0,005 mm.
Les micromètres utilisent la vis pour transformer de petites distances [8] (trop petites pour être mesurées directement) en grandes rotations de la vis suffisamment grandes pour être lues sur une échelle. La précision d’un micromètre découle de la précision des formes de filetage qui sont au cœur de sa conception. Dans certains cas, il s’agit d’une vis différentielle . Les principes de fonctionnement de base d’un micromètre sont les suivants :
- La quantité de rotation d’une vis fabriquée avec précision peut être directement et précisément corrélée à une certaine quantité de mouvement axial (et vice versa), grâce à la constante connue sous le nom de pas de vis ( / ˈliːd / ). Le pas d’ une vis est la distance sur laquelle elle avance axialement d’un tour complet (360 ° ). (Dans la plupart des threads [c’est-à-dire dans tous les threads à démarrage unique], le pas et le pas font essentiellement référence au même concept.)
- Avec un pas et un diamètre majeur de vis appropriés, une quantité donnée de mouvement axial sera amplifiée dans le mouvement circonférentiel résultant.
Par exemple, si le pas d’une vis est de 1 mm, mais que le diamètre principal (ici, le diamètre extérieur) est de 10 mm, alors la circonférence de la vis est de 10π, soit environ 31,4 mm. Par conséquent, un mouvement axial de 1 mm est amplifié (agrandi) à un mouvement circonférentiel de 31,4 mm. Cette amplification permet à une petite différence dans les tailles de deux objets mesurés similaires d’être corrélée à une plus grande différence dans la position du dé à coudre d’un micromètre. Dans certains micromètres, une précision encore plus grande est obtenue en utilisant un dispositif de réglage à vis différentiel pour déplacer le dé à coudre par incréments beaucoup plus petits qu’un seul filetage ne le permettrait. [9] [10] [11]
Dans les micromètres analogiques de style classique, la position du dé à coudre est lue directement à partir des graduations sur le dé à coudre et le manchon (pour les noms des pièces, voir la section suivante). Une échelle vernier est souvent incluse, ce qui permet de lire la position à une fraction de la plus petite marque d’échelle. Dans les micromètres numériques, une lecture électronique affiche la longueur numériquement sur un écran LCD sur l’instrument. Il existe également des versions mécaniques à chiffres, comme le style des odomètres de voiture où les chiffres “roulent” .
les pièces
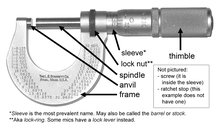 Les parties d’un pied à coulisse micrométrique. Notez l’ajout d’un tableau de Conversion d’unité gravé sur le cadre, utile pour la conversion entre les mesures fractionnaires en pouces et leurs équivalents décimaux .
Les parties d’un pied à coulisse micrométrique. Notez l’ajout d’un tableau de Conversion d’unité gravé sur le cadre, utile pour la conversion entre les mesures fractionnaires en pouces et leurs équivalents décimaux .
Un micromètre est composé de :
Cadre Le corps en forme de C qui maintient l’enclume et le canon en relation constante l’un avec l’autre. Il est épais car il doit minimiser la flexion, l’expansion et la contraction, ce qui fausserait la mesure. Le cadre est lourd et a par conséquent une masse thermique élevée, pour éviter un échauffement substantiel par la main/les doigts de maintien. Il est souvent recouvert de plaques de plastique isolantes qui réduisent encore le transfert de chaleur. Explication : si l’on tient le cadre suffisamment longtemps pour qu’il chauffe de 10 °C, alors l’augmentation de longueur de toute pièce d’acier linéaire de 10 cm est de l’ordre de 1/100 mm. Pour les micromètres, il s’agit de leur plage de précision typique. Les micromètres ont généralement une température spécifiée à laquelle la mesure est correcte (souvent 20 °C [68 °F], ce qui est généralement considéré comme la « température ambiante » dans une pièce avec CVC ). Les salles d’ outillage sont généralement maintenues à 20 °C [68 °F]. Enclume La partie brillante vers laquelle la broche se déplace et contre laquelle repose l’échantillon. Manchon, canon ou crosse Le composant rond fixe avec l’échelle linéaire dessus, parfois avec des marques de vernier. Dans certains instruments, l’échelle est marquée sur un manchon cylindrique ajusté mais mobile s’ajustant sur le canon fixe interne. Cela permet d’effectuer la mise à zéro en modifiant légèrement la position du manchon. [12] [13] Écrou de blocage, anneau de blocage ou verrou à cosse Le composant moleté (ou levier) que l’on peut serrer pour maintenir la broche immobile, comme lors du maintien momentané d’une mesure. Visser (Non visible) Le cœur du micromètre, comme expliqué sous “Principes de fonctionnement” . Il est à l’intérieur du canon. Cela fait référence au fait que le nom usuel de l’appareil en allemand est Messschraube , littéralement “vis de mesure”. Broche Le composant cylindrique brillant que le dé à coudre fait se déplacer vers l’enclume. Dé Le composant que le pouce tourne. Marquages gradués. Arrêt à cliquet (Non illustré) Dispositif à l’extrémité de la poignée qui limite la pression appliquée en glissant à un couple calibré.
Lecture
Système coutumier/impérial
 Dé à coudre micrométrique d’unité impériale montrant une lecture de 0,2760 po. L’échelle principale lit 0,275 po (exact) plus 0,0010 po (estimé) sur l’échelle secondaire (le dernier zéro est un dixième estimé). La lecture serait de 0,2760 ± 0,0005 po, ce qui inclut plus/moins la moitié de la largeur de la plus petite règle comme erreur. Ici, il a été supposé qu’il n’y avait pas d’erreur de point zéro (souvent fausse en pratique).
Dé à coudre micrométrique d’unité impériale montrant une lecture de 0,2760 po. L’échelle principale lit 0,275 po (exact) plus 0,0010 po (estimé) sur l’échelle secondaire (le dernier zéro est un dixième estimé). La lecture serait de 0,2760 ± 0,0005 po, ce qui inclut plus/moins la moitié de la largeur de la plus petite règle comme erreur. Ici, il a été supposé qu’il n’y avait pas d’erreur de point zéro (souvent fausse en pratique).
La broche d’un micromètre gradué pour les systèmes de mesure habituels impérial et américain a 40 filets par pouce, de sorte qu’un tour déplace la broche axialement de 0,025 pouce (1 ÷ 40 = 0,025), égale à la distance entre les graduations adjacentes sur le manchon. Les 25 graduations sur le dé à coudre permettent de diviser davantage le 0,025 pouce, de sorte que tourner le dé à coudre d’une division déplace la broche axialement de 0,001 pouce (0,025 ÷ 25 = 0,001). Ainsi, la lecture est donnée par le nombre de divisions entières visibles sur l’échelle de la manche, multiplié par 25 (le nombre de millièmes de pouceque chaque division représente), plus le numéro de cette division sur le dé qui coïncide avec la ligne zéro axiale sur le manchon. Le résultat sera le diamètre exprimé en millièmes de pouce. Comme les chiffres 1, 2, 3, etc., apparaissent au-dessous de chaque quatrième subdivision sur la pochette, indiquant des centaines de millièmes, la lecture peut facilement être prise.
Supposons que le dé à coudre ait été dévissé de sorte que la graduation 2 et trois sous-divisions supplémentaires soient visibles sur le manchon (comme indiqué sur l’image), et que la graduation 1 sur le dé à coudre coïncide avec la ligne axiale sur le manchon. La lecture serait alors de 0,2000 + 0,075 + 0,001, ou 0,276 pouce.
Système métrique
 Dé à coudre micrométrique avec une lecture de 5,779 ± 0,005 mm. (Vous devez agrandir l’image pour pouvoir lire l’échelle avec sa plus grande précision.) La lecture se compose d’exactement 5,5 mm à partir de l’échelle principale plus environ 0,279 mm à partir de l’échelle secondaire. En supposant qu’il n’y a pas d’erreur nulle, il s’agit également de la mesure.
Dé à coudre micrométrique avec une lecture de 5,779 ± 0,005 mm. (Vous devez agrandir l’image pour pouvoir lire l’échelle avec sa plus grande précision.) La lecture se compose d’exactement 5,5 mm à partir de l’échelle principale plus environ 0,279 mm à partir de l’échelle secondaire. En supposant qu’il n’y a pas d’erreur nulle, il s’agit également de la mesure.
La broche d’un micromètre métrique ordinaire a 2 fils par millimètre, et donc une révolution complète déplace la broche sur une distance de 0,5 millimètre. La ligne longitudinale sur la manche est graduée avec des divisions de 1 millimètre et des subdivisions de 0,5 millimètre. Le dé à coudre comporte 50 graduations, chacune étant de 0,01 millimètre (un centième de millimètre). Ainsi, la lecture est donnée par le nombre de divisions millimétriques visibles sur l’échelle du manchon plus la division sur le dé qui coïncide avec la ligne axiale sur le manchon.
Comme le montre l’image, supposons que le dé à coudre ait été dévissé de sorte que la graduation 5 et une subdivision supplémentaire de 0,5 soient visibles sur le manchon. La lecture de la ligne axiale sur le manchon atteint presque la graduation 28 sur le dé à coudre. La meilleure estimation est de 27,9 graduations. La lecture serait alors de 5,00 (exact) + 0,5 (exact) + 0,279 (estimation) = 5,779 mm (estimation). Comme le dernier chiffre est un “dixième estimé”, 5,780 mm et 5,778 mm sont également des lectures raisonnablement acceptables, mais le premier ne peut pas être écrit comme 5,78 mm ou, selon les règles des chiffres significatifs, il est alors supposé exprimer dix fois moins de précision que l’instrument n’en a réellement ! Mais notez que la nature de l’objet mesuré nécessite souvent d’arrondir le résultat à moins de chiffres significatifs que ceux dont l’instrument est capable.
Micromètres Vernier
 Micromètre Vernier lisant 5,783 ± 0,001 mm, comprenant 5,5 mm sur l’échelle de pas de vis principale, 0,28 mm sur l’échelle de rotation de vis et 0,003 mm ajouté du vernier.
Micromètre Vernier lisant 5,783 ± 0,001 mm, comprenant 5,5 mm sur l’échelle de pas de vis principale, 0,28 mm sur l’échelle de rotation de vis et 0,003 mm ajouté du vernier.
Certains micromètres sont munis d’un vernier sur le manchon en plus des graduations habituelles. Ceux-ci permettent d’effectuer des mesures à moins de 0,001 millimètre sur des micromètres métriques ou de 0,0001 pouce sur des micromètres en pouces.
Le chiffre supplémentaire de ces micromètres est obtenu en trouvant la ligne sur l’échelle du vernier du manchon qui coïncide exactement avec une sur le dé à coudre. Le numéro de cette ligne vernier coïncidente représente le chiffre supplémentaire.
Ainsi, la lecture pour les micromètres métriques de ce type est le nombre de millimètres entiers (le cas échéant) et le nombre de centièmes de millimètre, comme avec un micromètre ordinaire, et le nombre de millièmes de millimètre donné par la ligne de vernier coïncidant sur le vernier de la manche.
Par exemple, une mesure de 5,783 millimètres serait obtenue en lisant 5,5 millimètres sur le manchon, puis en ajoutant 0,28 millimètre tel que déterminé par le dé à coudre. Le vernier serait alors utilisé pour lire le 0,003 (comme indiqué sur l’image).
Les micromètres en pouces sont lus de la même manière.
Remarque : 0,01 millimètre = 0,000393 pouce et 0,002 millimètre = 0,000078 pouce (78 millionièmes) ou alternativement, 0,0001 pouce = 0,00254 millimètre. Par conséquent, les micromètres métriques fournissent des incréments de mesure plus petits que les micromètres unitaires en pouces comparables – la plus petite graduation d’un micromètre à lecture en pouces ordinaire est de 0,001 pouce; le type vernier a des graduations jusqu’à 0,0001 pouce (0,00254 mm). Lors de l’utilisation d’un micromètre métrique ou pouce, sans vernier, des lectures plus petites que celles graduées peuvent bien sûr être obtenues par interpolation visuelle entre les graduations.
Étalonnage : test et réglage
Remise à zéro
Sur la plupart des micromètres, une petite clé à ergot est utilisée pour faire tourner le manchon par rapport au canon, de sorte que sa ligne zéro est repositionnée par rapport aux repères du dé à coudre. Il y a généralement un petit trou dans le manchon pour accepter la goupille de la clé. Cette procédure d’étalonnage annulera une erreur de zéro : le problème que le micromètre lit non nul lorsque ses mâchoires sont fermées.
Essai
Un micromètre standard d’un pouce a des divisions de lecture de 0,001 pouce et une précision nominale de ± 0,0001 pouce [14] (” un dixième “, dans le langage machiniste). L’instrument de mesure et l’objet mesuré doivent être à température ambiante pour une mesure précise ; la saleté, l’abus et la faible compétence de l’opérateur sont les principales sources d’erreur. [15]
La précision des micromètres est vérifiée en les utilisant pour mesurer des cales étalons , [16] des tiges ou des étalons similaires dont les longueurs sont connues avec précision et exactitude. Si le bloc étalon est connu pour être de 0,75000 ± 0,00005 pouce (“sept-cinquante plus ou moins cinquante millionièmes”, c’est-à-dire “sept cent cinquante mille plus ou moins un demi-dixième”), alors le micromètre doit le mesurer comme 0,7500 pouce . Si le micromètre mesure 0,7503 pouce, il n’est pas calibré. Propreté et couple faible (mais constant)sont particulièrement importants lors de l’étalonnage – chaque dixième (c’est-à-dire dix millièmes de pouce) ou centième de millimètre “compte” ; chacun est important. Un simple grain de saleté, ou un peu trop de pression, obscurcit la vérité quant à savoir si l’instrument est capable de lire correctement. La solution est simplement la conscience – nettoyage, patience, soin et attention, et mesures répétées (une bonne répétabilité garantit au calibrateur que sa technique fonctionne correctement).
L’étalonnage vérifie généralement l’erreur sur 3 à 5 points le long de la plage. Un seul peut être ajusté à zéro. Si le micromètre est en bon état, alors ils sont tous si proches de zéro que l’instrument semble lire essentiellement “-on” tout au long de sa plage ; aucune erreur perceptible n’est visible dans les paramètres régionaux. En revanche, sur un micromètre usé (ou mal conçu au départ), on peut “chasser l’erreur de haut en bas dans la plage”, c’est-à-dire la déplacer vers le haut ou vers le bas vers l’un des différents endroits le long de la plage , en ajustant le manchon, mais on ne peut pas l’ éliminer de tous les lieux à la fois.
L’étalonnage peut également inclure l’état des pointes (plates et parallèles), tout cliquet et la linéarité de l’échelle. [17] La planéité et le parallélisme sont généralement mesurés avec une jauge appelée plat optique, un disque de verre ou de plastique meulé avec une précision extrême pour avoir des faces plates et parallèles, ce qui permet de compter les bandes lumineuses lorsque l’enclume et la broche du micromètre sont contre elle , révélant leur degré d’imprécision géométrique.
Les ateliers d’usinage commerciaux, en particulier ceux qui effectuent certaines catégories de travaux (aérospatiale militaire ou commerciale, industrie de l’énergie nucléaire, médical et autres), sont requis par divers organismes de normalisation (tels que ISO , ANSI , ASME , [18] ASTM , SAE , AIA , l’armée américaine et autres) pour calibrer les micromètres et autres jauges selon un calendrier (souvent annuel), pour apposer une étiquette sur chaque jauge qui lui donne un numéro d’identification et une date d’expiration de l’étalonnage, pour conserver un enregistrement de toutes les jauges par numéro d’identification, et de préciser dans les rapports d’inspection quelle jauge a été utilisée pour une mesure particulière.
Tous les étalonnages ne sont pas l’affaire des laboratoires de métrologie. Un micromètre peut être étalonné sur place à tout moment, du moins de la manière la plus élémentaire et la plus importante (sinon de manière exhaustive), en mesurant un bloc étalon de haute qualité et en l’ajustant en conséquence. Même les jauges qui sont calibrées annuellement et dans leur délai d’expiration doivent être vérifiées de cette façon tous les mois ou tous les deux mois, si elles sont utilisées quotidiennement. Ils vérifieront généralement OK car ne nécessitant aucun ajustement.
La précision des cales étalons elles-mêmes est traçable grâce à une chaîne de comparaisons jusqu’à un étalon maître tel que le Prototype international du compteur . Cette barre de métal, comme le prototype international du kilogramme , est maintenue dans des conditions contrôlées au siège du Bureau international des poids et mesures en France, qui est l’un des principaux laboratoires d’étalons de mesure du monde. Ces étalons maîtres ont des copies régionales d’une extrême précision (conservées dans les laboratoires nationaux de divers pays, tels que le NIST), et les équipements métrologiques font la chaîne des comparaisons. Parce que la définition du mètre est maintenant basée sur une longueur d’onde lumineuse, le prototype international du mètre n’est plus aussi indispensable qu’il l’était autrefois. Mais ces jauges maîtresses sont toujours importantes pour l’étalonnage et la certification des équipements métrologiques. L’équipement décrit comme “traçable NIST” signifie que sa comparaison avec les jauges principales, et leur comparaison avec d’autres, peuvent être retracées à travers une chaîne de documentation jusqu’à l’équipement des laboratoires NIST. Le maintien de ce degré de traçabilité nécessite certaines dépenses, c’est pourquoi les équipements traçables NIST sont plus chers que les équipements non traçables NIST. Mais les applications nécessitant le plus haut degré de contrôle de la qualité imposent le coût.
Ajustement
Un micromètre qui a été mis à zéro et testé et qui s’est avéré éteint peut être restauré à sa précision par un réglage supplémentaire. Si l’erreur provient des parties du micromètre usées de forme et de taille, alors la restauration de la précision par ce moyen n’est pas possible; une réparation (meulage, rodage ou remplacement de pièces) est plutôt nécessaire. Pour les types d’instruments standard, il est en pratique plus facile et plus rapide, et souvent pas plus cher, d’en acheter un nouveau plutôt que de procéder à une remise à neuf.
Voir également
- Micromètre filaire
- Vernier
Références
- ^ Encyclopédie Americana (1988) “Micromètre” Encyclopédie Americana 19 : 500 ISBN 0-7172-0119-8 (ensemble)
- ^ “Qu’est-ce qu’un micromètre et comment il se développe historiquement?” . Micromètre SG.
- ^ “micromètre” . Dictionnaire Merriam-Webster .
- ^ Winchester, Simon (2018). Les perfectionnistes : comment les ingénieurs de précision ont créé le monde moderne . Harper Collins. p. 75–77. ISBN 9780062652553.
- ^ “Le micromètre d’atelier de Whitworth”, The Practical Mechanic and Engineer’s magazine, novembre 1844, pp43-44
- ^ Roe 1916: 212.
- ^ Roe 1916 : 210-213, 215.
- ^ * Loo Kang, Wee; Hwee Tiang, Ning (2014), “Modèles informatiques de pieds à coulisse et de micromètres utilisant Easy Java Simulation et ses idées de fonctionnalités de conception pédagogique pour augmenter l’apprentissage avec de vrais instruments”, Physics Education , 49 (5), arXiv : 1408.3803 , Bibcode : 2014PhyEd. .49..493W , doi : 10.1088/0031-9120/49/5/493 , S2CID 119243007
- ^ Brevet américain 343478 , McArthur, Duncan, “Micrometer Calipers”, délivré le 1880-02-08
- ^ MM Lanz & Betancourt, traduit du français original (1817). Essai analytique sur la construction des machines . Londres : R. Ackermann. pp. 14–15, 181 Planche 1 fig D3.
- ^ “Têtes de micromètre série 110-type de traducteur de vis différentiel (alimentation extra-fine)” . Catalogue de produits . Mitutoyo, États-Unis Archivé de l’original le 9 novembre 2011 . Consulté le 11 décembre 2012 .
- ^ Waitelet, Ermand L. (1964). “Micromètre avec manchon de canon réglable. US 3131482 A” . Brevets Google . Récupéré le 26 août 2016 .
- ^ “Mesure de précision et mesure” . www.waybuilder.net . Archivé de l’original le 28 août 2016.
- ^ “Copie archivée” (PDF) . Archivé de l’original (PDF) le 16/07/2011 . Récupéré le 19/01/2010 . {{cite web}}: Maint CS1 : copie archivée comme titre ( lien )INFORMATIONS GÉNÉRALES SUR LE MICROMÈTRE
- ^ “Copie archivée” . Archivé de l’original le 19/07/2011 . Récupéré le 12/06/2009 . {{cite web}}: Maint CS1 : copie archivée comme titre ( lien )PRÉCISION AU MICROMÈTRE : Filets ivres et Slip-sticks
- ^ BS EN ISO 3650: “Spécifications géométriques des produits (GPS). Normes de longueur. Blocs de jauge” (1999)
- ^ “Copie archivée” (PDF) . Archivé de l’original (PDF) le 2011-10-05 . Récupéré le 04/08/2011 . {{cite web}}: Maint CS1 : copie archivée comme titre ( lien )ITTC – Procédures recommandées : Exemples d’instructions de travail Étalonnage des micromètres.
- ^ ASME B89.1.13 – 2013 Micromètres .
Bibliographie
- Roe, Joseph Wickham (1916), English and American Tool Builders , New Haven, Connecticut : Yale University Press, LCCN 16011753. Réimprimé par McGraw-Hill, New York et Londres, 1926 ( LCCN 27-24075 ) ; et par Lindsay Publications, Inc., Bradley, Illinois, ( ISBN 978-0-917914-73-7 ).
- ISO 3611 : “Spécifications géométriques des produits (GPS). Appareils de mesure dimensionnelle. Micromètres pour mesures extérieures. Conception et caractéristiques métrologiques” (2010)
- BS 870 : “Spécification pour les micromètres externes” (2008)
- BS 959 : “Spécification pour les micromètres internes (y compris les micromètres à baguette)” (2008)
- BS 6468 : “Spécification pour les micromètres de profondeur” (2008)
Liens externes
| Wikimedia Commons a des médias liés au micromètre . |
- simulateur de micromètre sans erreur.
- Imprimez des fichiers comprenant des leçons et des quiz pour les enseignants et les étudiants de la matière.
- Simulateur pour s’entraîner à lire et à interpréter le micromètre extérieur au millième de millimètre
- Comment lire une jauge à vis micrométrique
- Comment c’est fait, micromètre