Gestion des opérations
La gestion des opérations est un domaine de gestion concerné par la conception et le contrôle du processus de production et la refonte des opérations commerciales dans la production de biens ou de services . [1] Cela implique la responsabilité de s’assurer que les opérations commerciales sont efficaces en termes d’utilisation d’aussi peu de ressources que nécessaire et efficaces pour répondre aux exigences des clients.
Il s’agit de gérer l’ensemble d’un système de production ou de service qui est le processus qui convertit les intrants (sous forme de matières premières , de main- d’œuvre , de consommateurs et d’énergie ) en extrants (sous forme de biens et/ou de services pour les consommateurs). [2] Les opérations produisent des produits, gèrent la qualité et créent des services. La gestion des opérations couvre des secteurs tels que les systèmes bancaires, les hôpitaux, les entreprises, la collaboration avec les fournisseurs, les clients et l’utilisation de la technologie. Les opérations sont l’une des principales fonctions d’une organisation avec les chaînes d’approvisionnement, le marketing, les finances et les ressources humaines. La fonction des opérations nécessite la gestion de la production stratégique et quotidienne de biens et de services. [3]
 Chaîne de montage de voitures automobiles Ford : l’exemple classique d’un système de production manufacturière.
Chaîne de montage de voitures automobiles Ford : l’exemple classique d’un système de production manufacturière.
Lors de la gestion des opérations de fabrication ou de service, plusieurs types de décisions sont prises, notamment la stratégie des opérations, la conception des produits, la conception des processus, la gestion de la qualité, la capacité, la planification des installations, la planification de la production et le contrôle des stocks. Chacun de ces éléments nécessite une capacité à analyser la situation actuelle et à trouver de meilleures solutions pour améliorer l’efficacité et l’efficience des opérations de fabrication ou de service. [4] Une vision moderne et intégrée des nombreux aspects de la gestion des opérations peut être trouvée dans des manuels récents sur le sujet. [5] [6]
 File d’attente au bureau de poste . La gestion des opérations étudie à la fois la fabrication et les services .
File d’attente au bureau de poste . La gestion des opérations étudie à la fois la fabrication et les services .
Histoire
L’histoire des systèmes de production et d’exploitation commence vers 5000 av. J.-C. lorsque les prêtres sumériens ont développé l’ancien système d’enregistrement des inventaires, des prêts, des impôts et des transactions commerciales. La prochaine application historique majeure des systèmes d’exploitation s’est produite en 4000 av. J.-C. C’est à cette époque que les Égyptiens ont commencé à utiliser la planification , l’ organisation et le contrôle dans de grands Projets tels que la construction des pyramides. Vers 1100 av. J.-C., la main-d’œuvre se spécialisait en Chine ; vers 370 av. J.-C., Xénophon décrit les avantages de répartir les diverses opérations nécessaires à la production de chaussures entre différents individus dansGrèce antique : [7] [8]
“… Dans les grandes villes, au contraire, dans la mesure où beaucoup de gens ont des revendications à faire à chaque branche d’industrie, un seul métier, et bien souvent même moins que tout un métier, suffit à l’entretien d’un homme : un homme , par exemple, fabrique des chaussures pour hommes et une autre pour femmes ; et il y a même des endroits où un homme ne gagne sa vie qu’en cousant des chaussures, un autre en les découpant, un autre en cousant les tiges ensemble, tandis qu’il y en a un autre qui n’en fait aucune. de ces opérations, mais ne fait qu’assembler les pièces. Il s’ensuit donc, bien entendu, que celui qui se consacre à un travail très spécialisé est tenu de le faire de la meilleure manière possible.
 Cordonniers , 1568
Cordonniers , 1568
Au Moyen Âge , les rois et les reines régnaient sur de vastes territoires. Les nobles fidèles maintenaient de grandes parties du territoire du monarque. Cette organisation hiérarchique dans laquelle les gens étaient divisés en classes basées sur la position sociale et la richesse est devenue connue sous le nom de système féodal . Dans le système féodal, les vassaux et les serfs produisaient pour eux-mêmes et pour les personnes des classes supérieures en utilisant les terres et les ressources du souverain. Bien qu’une grande partie de la main-d’œuvre soit employée dans l’agriculture, les Artisans contribuent à la production économique et forment des Guildes .. Le système de guilde, opérant principalement entre 1100 et 1500, se composait de deux types : les Guildes marchandes, qui achetaient et vendaient des marchandises, et les Guildes artisanales, qui fabriquaient des marchandises. Bien que les corporations soient réglementées quant à la qualité du travail effectué, le système qui en résulte est plutôt rigide, les Cordonniers , par exemple, n’ont pas le droit de tanner les peaux. [9]
Les services étaient également rendus au Moyen Âge par des serviteurs. Ils fournissaient des services à la noblesse sous forme de cuisine, de nettoyage et de divertissement. Les bouffons de cour étaient considérés comme des fournisseurs de services. L’armée médiévale pouvait également être considérée comme un service puisqu’elle défendait la noblesse.
La Révolution industrielle a été facilitée par deux éléments : l’interchangeabilité des pièces et la division du travail. La division du travail a été une caractéristique depuis le début de la civilisation , la mesure dans laquelle la division est effectuée variait considérablement selon la période et le lieu. Par rapport au Moyen Âge, la Renaissance et l’ ère des découvertes se caractérisent par une plus grande spécialisation du travail, caractéristique des villes en croissance et des réseaux commerciaux d’Europe. Un saut important dans l’efficacité de la fabrication s’est produit à la fin du XVIIIe siècle lorsque Eli Whitney a popularisé le concept d’ interchangeabilité des pièces .lorsqu’il a fabriqué 10 000 mousquets. Jusqu’à présent dans l’histoire de la fabrication, chaque produit (par exemple chaque mousquet) était considéré comme une commande spéciale, ce qui signifie que les pièces d’un mousquet donné étaient adaptées uniquement à ce mousquet particulier et ne pouvaient pas être utilisées dans d’autres mousquets. L’interchangeabilité des pièces a permis la production en série de pièces indépendantes des produits finaux dans lesquels elles seraient utilisées. Un tout nouveau marché pour répondre au besoin de vente et de fabrication de mousquets a commencé à cette époque.
En 1883, Frederick Winslow Taylor a introduit la méthode du chronomètre pour mesurer avec précision le temps nécessaire pour effectuer chaque tâche d’un travail compliqué. Il a développé l’étude scientifique de la productivité et identifié comment coordonner différentes tâches pour éliminer les pertes de temps et augmenter la qualité du travail. La prochaine génération d’études scientifiques s’est produite avec le développement de l’ échantillonnage du travail et des Systèmes de temps de mouvement prédéterminés.(PMTS). L’échantillonnage du travail est utilisé pour mesurer la variable aléatoire associée au temps de chaque tâche. Le PMTS permet d’utiliser des tables standard prédéterminées des plus petits mouvements du corps (par exemple tourner le poignet gauche de 90°), et de les intégrer pour prédire le temps nécessaire pour effectuer une tâche simple. PMTS a acquis une importance substantielle en raison du fait qu’il peut prédire les mesures de travail sans observer le travail réel. La fondation de PMTS a été posée par la recherche et le développement de Frank B. et Lillian M. Gilbreth vers 1912. Les Gilbreth ont profité de la prise de films à des intervalles de temps connus pendant que les opérateurs exécutaient la tâche donnée.
Industries de services : Au tournant du XXe siècle, les industries de services étaient déjà développées, mais largement fragmentées. En 1900, l’industrie des services aux États-Unis se composait de banques, de services professionnels, d’écoles, de magasins généraux, de chemins de fer et de télégraphes. Les services étaient en grande partie de nature locale (à l’exception des chemins de fer et du télégraphe) et appartenaient à des entrepreneurs et à des familles. En 1900, les États-Unis avaient 31 % d’emplois dans les services, 31 % dans l’industrie manufacturière et 38 % dans l’agriculture. [dix]
L’idée de la chaîne de production a été utilisée plusieurs fois dans l’histoire avant Henry Ford : l’ arsenal vénitien (1104) ; Fabrication d’épingles de Smith, dans La richesse des nations (1776) ou Portsmouth Block Mills de Brunel (1802). Ransom Olds a été le premier à fabriquer des voitures en utilisant le système de chaîne de montage, mais Henry Ford a développé le premier système d’assemblage automatique où un châssis de voiture était déplacé à travers la chaîne de montage par un tapis roulant .tandis que les ouvriers y ajoutaient des composants jusqu’à ce que la voiture soit terminée. Pendant la Seconde Guerre mondiale, la croissance de la puissance de calcul a conduit au développement de méthodes de fabrication efficaces et à l’utilisation d’outils mathématiques et statistiques avancés. Cela a été soutenu par le développement de programmes universitaires dans les disciplines de l’ingénierie industrielle et des systèmes , ainsi que dans les domaines de la recherche opérationnelle et des sciences de la gestion (en tant que domaines multidisciplinaires de la résolution de problèmes). Alors que l’ingénierie des systèmes se concentrait sur les grandes caractéristiques des relations entre les entrées et les sorties des systèmes génériques, les chercheurs opérationnels se concentraient sur la résolution de problèmes spécifiques et ciblés. La synergie de la recherche opérationnelleet l’ingénierie des systèmes a permis de résoudre des problèmes complexes et à grande échelle à l’ère moderne. Récemment, le développement d’ordinateurs plus rapides et plus petits, de systèmes intelligents et du World Wide Web a ouvert de nouvelles opportunités pour les systèmes d’exploitation, de fabrication, de production et de service.
Révolution industrielle
 L’usine de lin de Marshall à Holbeck . L’industrie textile est l’exemple prototypique de la Révolution industrielle anglaise.
L’usine de lin de Marshall à Holbeck . L’industrie textile est l’exemple prototypique de la Révolution industrielle anglaise.
Avant la Première révolution industrielle, le travail se faisait principalement à travers deux systèmes : le Système domestique et les corporations artisanales . Dans le Système domestique, les Marchands apportaient les matériaux aux maisons où les Artisans exécutaient le travail nécessaire, les corporations artisanales étaient en revanche des associations d’ Artisans qui passaient le travail d’une boutique à l’autre, par exemple: le cuir était tanné par un tanneur , passé aux corroyeurs , et enfin arrivé chez les Cordonniers et les selliers .
Le début de la Révolution industrielle est généralement associé à l’ industrie textile anglaise du XVIIIe siècle , avec l’invention de la navette volante par John Kay en 1733, la spinning jenny par James Hargreaves en 1765, la charpente à eau par Richard Arkwright en 1769 et la machine à vapeur par James Watt en 1765. En 1851, à l’ exposition Crystal Palace, le terme système américain de fabrication a été utilisé pour décrire la nouvelle approche qui évoluait aux États-Unis d’Amérique et qui était basée sur deux caractéristiques centrales :pièces interchangeables et utilisation intensive de la mécanisation pour les produire.
Deuxième Révolution industrielle et société post-industrielle
Henry Ford avait 39 ans lorsqu’il a fondé la Ford Motor Company en 1903, avec un capital de 28 000 $ provenant de douze investisseurs. La voiture modèle T a été introduite en 1908, mais ce n’est que lorsque Ford a mis en œuvre le concept de chaîne de montage que sa vision de rendre une voiture populaire abordable pour chaque citoyen américain de la classe moyenne se réalisera. La première usine dans laquelle Henry Ford a utilisé le concept de la chaîne de montage était Highland Park (1913), il a caractérisé le système comme suit :
“Il s’agit de garder tout en mouvement et d’amener le travail à l’homme et non l’homme au travail. C’est le véritable principe de notre production, et les convoyeurs ne sont qu’un moyen parmi tant d’autres pour parvenir à une fin” [11]
Cela est devenu l’une des idées centrales qui a conduit à la production de masse , l’un des principaux éléments de la deuxième Révolution industrielle , avec l’émergence de l’ industrie électrique et de l’industrie pétrolière .
L’ économie post-industrielle a été notée en 1973 par Daniel Bell. [12] Il a déclaré que l’économie future fournirait plus de PIB et d’emplois à partir des services que de la fabrication et aurait un grand effet sur la société. Étant donné que tous les secteurs sont fortement interconnectés, cela ne reflétait pas une moindre importance pour la fabrication, l’agriculture et l’exploitation minière, mais simplement un changement dans le type d’activité économique.
Gestion des opérations
Bien que la productivité ait considérablement bénéficié des inventions technologiques et de la division du travail, le problème de la mesure systématique des performances et du calcul de celles-ci par l’utilisation de formules est resté quelque peu inexploré jusqu’à Frederick Taylor , dont les premiers travaux se sont concentrés sur le développement de ce qu’il a appelé une “pièce différentielle”. système de taux” [13] et une série d’expériences, de mesures et de formules traitant de la coupe des métaux [14] et du travail manuel. [15] Le système différentiel de rémunération à la pièceconsistait à offrir deux taux de rémunération différents pour faire un travail : un taux plus élevé pour les travailleurs ayant une productivité élevée (efficacité) et qui produisaient des biens de haute qualité (efficacité) et un taux inférieur pour ceux qui n’atteignent pas la norme. L’un des problèmes que Taylor croyait pouvoir résoudre avec ce système était le problème de la soldatesque : des travailleurs plus rapides réduisant leur taux de production à celui du travailleur le plus lent. En 1911, Taylor publia ses « Principes de gestion scientifique », [16] dans lesquels il caractérisait la gestion scientifique (également connue sous le nom de taylorisme ) comme suit :
- Le développement d’une véritable science ;
- La sélection scientifique du travailleur ;
- La formation scientifique et le développement du travailleur;
- Coopération amicale intime entre la direction et les travailleurs.
Taylor est également reconnu pour avoir développé l’ étude du temps chronométré , ceci combiné avec l’étude du mouvement de Frank et Lillian Gilbreth a cédé la place à l’étude du temps et du mouvement qui est centrée sur les concepts de méthode standard et de temps standard . Frank Gilbreth est également responsable de l’introduction de l’ organigramme en 1921. [17] D’autres contemporains de Taylor qui méritent d’être rappelés sont Morris Cooke (électrification rurale dans les années 1920 et exécuteur des principes de gestion scientifique de Taylor au Département des travaux publics de Philadelphie), Carl Bart(règles à calcul de vitesse et d’avance) et Henry Gantt (diagramme de Gantt). Toujours en 1910, Hugo Diemer publie le premier livre d’ingénierie industrielle : Factory Organisation and Administration.
En 1913 , Ford Whitman Harris publie son “Combien de pièces à fabriquer en même temps” dans lequel il présente l’idée du modèle économique de la quantité de commande . Il a décrit le problème comme suit :
” L’intérêt du capital lié aux salaires , aux matériaux et aux frais généraux fixe une limite maximale à la quantité de pièces pouvant être fabriquées de manière rentable en une seule fois ; les ” coûts d’installation ” sur le chantier fixent le minimum. L’expérience a montré à un responsable un moyen de déterminer la taille économique des lots” [18]
Cet article a inspiré une grande partie de la littérature mathématique axée sur le problème de la planification de la production et du contrôle des stocks .
En 1924 , Walter Shewhart a introduit la carte de contrôle par le biais d’un mémorandum technique alors qu’il travaillait chez Bell Labs , au cœur de sa méthode était la distinction entre cause commune et cause spéciale de variation. En 1931, Shewhart a publié son Contrôle économique de la qualité du produit manufacturé, [19] le premier traitement systématique [20] du sujet du contrôle statistique des processus (SPC). Il a défini le contrôle :
“Pour notre propos actuel, un phénomène sera dit maîtrisé lorsque, grâce à l’utilisation de l’expérience passée, nous pouvons prédire, au moins dans certaines limites , comment le phénomène peut varier dans le futur. Ici, il est entendu que la prédiction dans limites signifie que nous pouvons énoncer, au moins approximativement, la probabilité que le phénomène observé tombe dans les limites données.” [19]
Dans les années 1940 , les méthodes de mesure du temps (MTM) ont été développées par HB Maynard , JL Schwab et GJ Stegemerten. MTM était le premier d’une série de Systèmes de temps de mouvement prédéterminés , prédéterminés dans le sens où les estimations de temps ne sont pas déterminées sur place mais sont dérivées d’une norme de l’industrie. Cela a été expliqué par ses créateurs dans un livre qu’ils ont publié en 1948 intitulé “Method-Time Measurement”.
La méthode de mesure du temps peut être définie comme suit :
La mesure du temps des méthodes est une procédure qui analyse toute opération ou méthode manuelle dans les mouvements de base nécessaires pour l’exécuter et attribue à chaque mouvement une norme de temps prédéterminée qui est déterminée par la nature du mouvement et les conditions dans lesquelles il est effectué.
On voit ainsi que la mesure du temps des méthodes est fondamentalement un outil d’analyse des méthodes qui donne des réponses en termes de temps sans qu’il soit nécessaire de faire des études chronométrées. [21]
Jusqu’à ce point de l’histoire, les techniques d’optimisation étaient connues de très longue date, depuis les méthodes simples employées par FWHarris jusqu’aux techniques plus élaborées du calcul des variations développé par Euler en 1733 ou les multiplicateurs employés par Lagrange en 1811, et les ordinateurs se développaient lentement, d’abord sous forme d’ordinateurs analogiques par Sir William Thomson (1872) et James Thomson (1876) passant aux ordinateurs électromécaniques de Konrad Zuse (1939 et 1941). Cependant, pendant la Seconde Guerre mondiale , le développement de l’optimisation mathématiquea connu une impulsion majeure avec le développement de l’ ordinateur Colossus , le premier ordinateur numérique électronique qui était entièrement programmable, et la possibilité de résoudre par calcul de grands problèmes de programmation linéaire , d’abord par Kantorovich [22] en 1939 travaillant pour le gouvernement soviétique et le dernier sur en 1947 avec la méthode du simplexe de Dantzig . Ces méthodes sont connues aujourd’hui comme appartenant au domaine de la recherche opérationnelle .
A partir de là, une curieuse évolution s’opère : alors qu’aux Etats-Unis la possibilité d’appliquer l’ordinateur aux opérations commerciales conduit au développement d’architectures logicielles de gestion comme le MRP et ses modifications successives, et de techniques d’optimisation et de logiciels de simulation de fabrication toujours plus sophistiqués, dans le Japon d’après-guerre, une série d’événements chez Toyota Motor a conduit au développement du système de production Toyota (TPS) et de la fabrication au plus juste .
En 1943, au Japon, Taiichi Ohno arrive chez Toyota Motor . Toyota a développé un système de fabrication unique centré sur deux notions complémentaires : juste à temps (produire uniquement ce qui est nécessaire) et autonomation (automatisation avec une touche humaine). Concernant le JIT, Ohno s’est inspiré des supermarchés américains : [23] les postes de travail fonctionnaient comme une étagère de supermarché où le client peut se procurer les produits dont il a besoin, au moment où il en a besoin et dans la quantité nécessaire, le poste de travail (étagère) est alors réapprovisionné. Autonomation a été développé par Toyoda Sakichichez Toyoda Spinning and Weaving : un métier à tisser activé automatiquement qui était également infaillible, c’est-à-dire qui détecte automatiquement les problèmes. En 1983, JN Edwards a publié son “style MRP et Kanban-américain” dans lequel il décrivait les objectifs JIT en termes de sept zéros : [24] zéro défaut, zéro (excès) de taille de lot, zéro configuration, zéro panne, zéro manipulation, zéro plomb temps et zéro surtension. Cette période marque également la diffusion du Total Quality Management (TQM) au Japon, idées initialement développées par des auteurs américains tels que Deming , Juran et Armand V. Feigenbaum . [25]TQM est une stratégie de mise en œuvre et de gestion de l’amélioration de la qualité sur une base organisationnelle, qui comprend : la participation, la culture de travail, l’orientation client, l’amélioration de la qualité des fournisseurs et l’intégration du système qualité aux objectifs commerciaux. [20] Schnonberger [26] a identifié sept principes fondamentaux essentiels à l’approche japonaise :
- Contrôle des processus : responsabilité du SPC et des travailleurs en matière de qualité
- Qualité facile à voir : planches, jauges, compteurs, etc. et poka-yoke
- Insistance sur la conformité : “la qualité d’abord”
- Arrêt de ligne : arrêter la ligne pour corriger les problèmes de qualité
- Corriger ses propres erreurs : l’ouvrier a réparé une pièce défectueuse s’il l’a produite
- Le contrôle à 100% : techniques d’inspection automatisées et machines infaillibles
- Amélioration continue : idéalement zéro défaut
Pendant ce temps, dans les années soixante, une approche différente a été développée par George W. Plossl et Oliver W. Wight, [27] cette approche a été poursuivie par Joseph Orlicky en réponse au programme de fabrication TOYOTA qui a conduit à la planification des besoins en matériaux (MRP) chez IBM , ce dernier prenant de l’ampleur en 1972 lorsque l’American Production and Inventory Control Society lança la « MRP Crusade ». L’une des idées clés de ce système de gestion était la distinction entre la demande dépendante et la demande indépendante. La demande indépendante est une demande qui provient de l’extérieur du système de production, donc non directement contrôlable, et la demande dépendante est une demande de composants de produits finaux, donc susceptible d’être directement contrôlable par la direction via la nomenclature , via la conception du produit . Orlicky a écrit “Materials Requirement Planning” en 1975, [28] le premier livre à couverture rigide sur le sujet. [27] MRP II a été développé par Gene Thomas chez IBM et a élargi le logiciel MRP original pour inclure des fonctions de production supplémentaires. La planification des ressources d’entreprise (ERP) est l’architecture logicielle moderne, qui traite, outre les opérations de production, la distribution ,comptabilité , ressources humaines et achats .
Des changements spectaculaires se produisaient également dans les industries de services. À partir de 1955 , McDonald’s a fourni l’une des premières innovations dans les opérations de service. McDonald’s est fondé sur l’idée d’une approche de service en chaîne de production. [29]Cela nécessite un menu standard et limité, un processus de production de type chaîne de montage dans l’arrière-salle, un service client élevé dans la salle d’accueil avec propreté, courtoisie et service rapide. Alors qu’il s’inspire de la fabrication dans la production de la nourriture dans l’arrière-salle, le service dans l’avant-salle a été défini et orienté vers le client. C’est le système d’exploitation de la production et du service de McDonald’s qui a fait la différence. McDonald’s a également lancé l’idée de franchiser ce système d’exploitation pour étendre rapidement l’entreprise à travers le pays et plus tard dans le monde. [30]
FedEx en 1971 a fourni la première livraison de colis de nuit aux États-Unis. Cela était basé sur l’idée innovante de transporter tous les colis dans le seul aéroport de Memphis Tenn à minuit chaque jour, de recourir aux colis pour les livrer à des destinations, puis de les renvoyer le le lendemain matin pour une livraison à de nombreux endroits. Ce concept de système de livraison rapide de colis a créé une toute nouvelle industrie et a finalement permis une livraison rapide des commandes en ligne par Amazon et d’autres détaillants. [31]
Walmart a fourni le premier exemple de vente au détail à très faible coût grâce à la conception de ses magasins et à la gestion efficace de l’ensemble de sa chaîne d’approvisionnement. Commençant avec un seul magasin dans l’Arkansas de Roger en 1962, Walmart est maintenant devenu la plus grande entreprise au monde. Cela a été accompli en adhérant à leur système de livraison des marchandises et du service aux clients au coût le plus bas possible. Le système d’exploitation comprenait une sélection rigoureuse des marchandises, un approvisionnement à faible coût, la propriété du transport, le cross-docking, un emplacement efficace des magasins et un service amical au client. [32]
En 1987, l’ Organisation internationale de normalisation (ISO), reconnaissant l’importance croissante de la qualité, a publié l’ ISO 9000 , une famille de normes relatives aux systèmes de gestion de la qualité. Ces normes s’appliquent à la fois aux organisations de fabrication et de service. Il y a eu une certaine controverse concernant les procédures appropriées à suivre et la quantité de paperasse impliquée, mais une grande partie de cela s’est améliorée dans les révisions actuelles d’ISO 9000.
Avec l’avènement d’Internet, Amazon a conçu en 1994 un système de services de vente au détail et de distribution en ligne. Grâce à ce système innovant, les clients ont pu rechercher des produits qu’ils aimeraient acheter, saisir la commande du produit, payer en ligne et suivre la livraison du produit à leur emplacement, le tout en deux jours. Cela nécessitait non seulement de très grandes opérations informatiques, mais aussi des entrepôts dispersés et un système de transport efficace. Le service aux clients, y compris un assortiment élevé de marchandises, des services de retour des achats et une livraison rapide, est au premier plan de cette activité. [33] C’est la présence du client dans le système pendant la production et la prestation du service qui distingue tous les services de la fabrication.
Les tendances récentes dans le domaine tournent autour de concepts tels que :
- Business Process Re-engineering (lancé par Michael Hammer en 1993 [34] ): une stratégie de gestion d’entreprise axée sur l’analyse et la conception des flux de travail et des processus commerciaux au sein d’une organisation. BPR cherche à aider les entreprises à restructurer radicalement leurs organisations en se concentrant sur la conception de base de leurs processus d’affaires.
- Les systèmes Lean sont une méthode systémique d’élimination des déchets (” Muda “) au sein d’un processus de fabrication ou de service. Lean prend également en compte les déchets créés par les morts-terrains (” Muri “) et les déchets créés par l’inégalité des charges de travail (” Mura “). Le terme de fabrication au plus juste a été inventé dans le livre La machine qui a changé le monde . [35] Par la suite, les services allégés ont été largement appliqués.
- Six Sigma (une approche de la qualité développée chez Motorola entre 1985 et 1987) : Six Sigma fait référence à des limites de contrôle placées à six écarts-types de la moyenne d’une distribution normale , ceci est devenu très célèbre après que Jack Welch de General Electric a lancé une stratégie à l’échelle de l’entreprise. initiative en 1995 d’adopter cet ensemble de méthodes à tous les processus de fabrication, de service et d’administration. Plus récemment, Six Sigma a inclus DMAIC (pour l’amélioration des processus) et DFSS (pour la conception de nouveaux produits et de nouveaux processus)
- Systèmes de fabrication reconfigurables : un système de production conçu au départ pour une évolution rapide de sa structure, ainsi que de ses composants matériels et logiciels, afin d’ajuster rapidement sa capacité de production et ses fonctionnalités au sein d’une famille de pièces en réponse à des changements soudains du marché ou du système intrinsèque monnaie.
- Project Production Management : l’application des outils analytiques et des techniques développés pour la gestion des opérations, tels que décrits dans Factory Physics , aux activités au sein de grands Projets d’investissement tels que ceux rencontrés dans le pétrole et le gaz et la livraison d’infrastructures civiles.
Les sujets
Systèmes de production
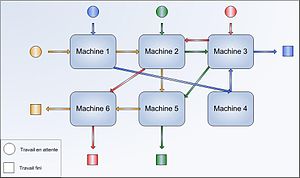 Dans un atelier de travail, les machines sont regroupées par similitudes technologiques concernant les processus de transformation, donc un seul atelier peut travailler des produits très différents (dans cette image quatre couleurs). Notez également que dans ce dessin, chaque magasin contient une seule machine.
Dans un atelier de travail, les machines sont regroupées par similitudes technologiques concernant les processus de transformation, donc un seul atelier peut travailler des produits très différents (dans cette image quatre couleurs). Notez également que dans ce dessin, chaque magasin contient une seule machine.  Système de fabrication flexible : au milieu, il y a deux rails pour la navette pour déplacer les palettes entre les centres d’usinage (il existe également des FMS qui utilisent des AGV ), devant chaque centre d’usinage, il y a un tampon et à gauche, nous avons une étagère pour stocker les palettes . Habituellement, à l’arrière, il y a un système similaire pour gérer l’ensemble d’ outils nécessaires aux différentes opérations d’ usinage .
Système de fabrication flexible : au milieu, il y a deux rails pour la navette pour déplacer les palettes entre les centres d’usinage (il existe également des FMS qui utilisent des AGV ), devant chaque centre d’usinage, il y a un tampon et à gauche, nous avons une étagère pour stocker les palettes . Habituellement, à l’arrière, il y a un système similaire pour gérer l’ensemble d’ outils nécessaires aux différentes opérations d’ usinage .
Un système de production comprend à la fois des éléments technologiques (machines et outils) et des comportements organisationnels (division du travail et flux d’informations). Un système de production individuel est généralement analysé dans la littérature se référant à une seule entreprise, il est donc généralement inapproprié d’inclure dans un système de production donné les opérations nécessaires à la transformation des biens obtenus par achat ou les opérations effectuées par le client sur les produits vendus, la raison étant simplement que puisque les entreprises doivent concevoir leurs propres systèmes de production, cela devient alors le centre de l’analyse, de la modélisation et de la prise de décision (également appelée “configuration” d’un système de production).
Une première distinction possible dans les systèmes de production (classification technologique) est entre la production en processus continu et la production de pièces discrètes ( fabrication ).
- La production de processus signifie que le produit subit des transformations physico-chimiques et manque d’opérations d’assemblage, par conséquent, les matières premières d’origine ne peuvent pas être facilement obtenues à partir du produit final, par exemple : papier , ciment , nylon et produits pétroliers .
- La production de pièces (ex : voitures et fours) comprend à la fois des systèmes de fabrication et des systèmes d’ assemblage . Dans la première catégorie, nous trouvons des ateliers , des cellules de fabrication , des systèmes de fabrication flexibles et des lignes de transfert , dans la catégorie d’assemblage, nous avons des systèmes à position fixe , des lignes d’ assemblage et des ateliers d’assemblage (opérations manuelles et/ou automatisées). [36] [37]
 Le délai de livraison est la barre bleue, le temps de fabrication est toute la barre, la barre verte est la différence entre les deux.
Le délai de livraison est la barre bleue, le temps de fabrication est toute la barre, la barre verte est la différence entre les deux.
Une autre classification possible [38] est celle basée sur le Lead Time (délai de fabrication vs délai de livraison) : ingénieur à la commande (ETO), achat à la commande (PTO), fabrication à la commande (MTO), assemblage à la commande (ATO) et fabrication sur stock (MTS). Selon cette classification, différents types de systèmes auront différents points de découplage des commandes client (CODP), ce qui signifie que les niveaux de stock du cycle des travaux en cours (WIP) sont pratiquement inexistants en ce qui concerne les opérations situées après le CODP (à l’exception des WIP en raison des files d’attente). (Voir Exécution de la commande )
Le concept de systèmes de production peut être étendu au monde des services en gardant à l’esprit que les services présentent des différences fondamentales par rapport aux biens matériels : intangibilité, client toujours présent lors des processus de transformation, pas de stocks de “produits finis”. Les services peuvent être classés selon une matrice de processus de service : [39] degré d’intensité de travail (volume) vs degré de personnalisation (variété). Avec un degré élevé d’ intensité de main – d’œuvre , il existe des services de masse (p .compagnies aériennes et hôtels ) et ateliers de service (par exemple, hôpitaux et mécaniciens automobiles ).
Les systèmes décrits ci-dessus sont des types idéaux : les systèmes réels peuvent se présenter comme des hybrides de ces catégories. Considérez, par exemple, que la production de jeans implique d’abord le cardage , le filage , la teinture et le tissage , puis la découpe du tissu en différentes formes et l’assemblage des pièces en pantalons ou vestes en combinant le tissu avec du fil, des fermetures éclair et des boutons, enfin la finition et le patinage . les pantalons/vestes avant d’être expédiés en magasin. [40]Le début peut être considéré comme une production de processus, le milieu comme une production de pièces et la fin à nouveau comme une production de processus : il est peu probable qu’une seule entreprise conserve toutes les étapes de la production sous un même toit, d’où le problème de l’intégration verticale et de l’ externalisation . La plupart des produits nécessitent, du point de vue de la chaîne d’approvisionnement , à la fois la production de processus et la production de pièces.
Métriques : efficience et efficacité
La stratégie des opérations concerne les politiques et les plans d’utilisation des ressources productives de l’entreprise dans le but de soutenir la stratégie concurrentielle à long terme. Les métriques de la gestion des opérations peuvent être globalement classées en métriques d’efficacité et en métriques d’efficacité . Les mesures d’efficacité impliquent :
- Prix (réellement fixé par le marketing, mais limité par le coût de production) : prix d’achat, coûts d’utilisation, coûts de maintenance, coûts de mise à niveau, coûts d’élimination
- Qualité : cahier des charges et conformité
- Temps : délai de production , délai d’information, ponctualité
- Flexibilité : mix (capacité à modifier les proportions entre les quantités produites dans le système), volume (capacité à augmenter le rendement du système ), gamma (capacité à élargir la famille de produits dans le système)
- Disponibilité des stocks
- Solidité écologique : impacts biologiques et environnementaux du système étudié.
Une approche plus récente, introduite par Terry Hill, [41] consiste à distinguer les variables concurrentielles du gagnant de la commande et des qualificatifs de la commande lors de la définition de la stratégie des opérations. Les gagnants de commande sont des variables qui permettent de différencier l’entreprise de ses concurrents, tandis que les qualificatifs de commande sont des conditions préalables pour s’engager dans une transaction. Cette vision peut être vue comme une approche fédératrice entre la gestion des opérations et le marketing (voir segmentation et positionnement ).
La productivité est une mesure d’efficacité standard pour l’évaluation des systèmes de production, en gros un rapport entre les extrants et les intrants, et peut prendre de nombreuses formes spécifiques [42] , par exemple : productivité des machines, productivité de la main-d’œuvre, productivité des matières premières, productivité des entrepôts (= rotation des stocks ). ). Il est également utile de décomposer la productivité en usage U (pourcentage productif du temps total) et le rendement η (rapport entre le volume produit et le temps productif) pour mieux évaluer les performances des systèmes de production. Les temps de cycle peuvent être modélisés par l’ingénierie de fabrication si les opérations individuelles sont fortement automatisées, si le composant manuel est le plus répandu, les méthodes utilisées incluent : étude du temps et du mouvement ,Systèmes de temps de mouvement prédéterminés et échantillonnage du travail .
 Une courbe ABC cumulée. En règle générale, une courbe est construite pour les revenus (consommation) et une autre pour l’inventaire (stock).
Une courbe ABC cumulée. En règle générale, une courbe est construite pour les revenus (consommation) et une autre pour l’inventaire (stock).
L’analyse ABC est une méthode d’analyse des stocks basée sur la distribution de Pareto , elle postule que puisque les revenus des articles en stock seront distribués selon la loi de puissance, il est logique de gérer les articles différemment en fonction de leur position sur une matrice de niveau de revenus-inventaire, 3 classes sont construit (A, B et C) à partir des revenus cumulés des articles, de sorte que dans une matrice, chaque article aura une lettre (A, B ou C) attribuée pour les revenus et l’inventaire. Cette méthode postule que les articles éloignés de la diagonale doivent être gérés différemment : les articles de la partie haute sont soumis à un risque d’obsolescence, les articles de la partie basse sont soumis à un risque de rupture de stock .
Le débit est une variable qui quantifie le nombre de pièces produites dans l’unité de temps. Bien que l’estimation du débit pour un seul processus puisse être assez simple, le faire pour un système de production entier implique une difficulté supplémentaire en raison de la présence de files d’attente qui peuvent provenir de : pannes de machine , variabilité du temps de traitement, rebuts, réglages, temps de maintenance , manque de commandes. , manque de matériaux, grèves , mauvaise coordination entre les ressources, variabilité du mix, toutes ces inefficacités tendent à s’aggraver selon la nature du système de production. Un exemple important de la façon dont le débit du système est lié à la conception du système sont les goulots d’étranglement : dans les ateliers, les goulots d’étranglement sont généralement dynamiques et dépendent de la planification, tandis que sur les lignes de transfert, il est logique de parler de “goulot d’étranglement” car il peut être associé de manière univoque à une station spécifique sur la ligne. Cela conduit au problème de la définition des mesures de capacité , c’est-à-dire une estimation de la production maximale d’un système de production donné, et de l’utilisation de la capacité .
L’efficacité globale de l’équipement (OEE) est définie comme le produit entre la disponibilité du système, l’efficacité du temps de cycle et le taux de qualité. L’OEE est généralement utilisé comme indicateur de performance clé (KPI) en conjonction avec l’approche de fabrication au plus juste.
Configuration et gestion
Concevoir la configuration des systèmes de production implique à la fois des variables technologiques et organisationnelles . Les choix en matière de technologie de production impliquent : la capacité de dimensionnement , la capacité de fractionnement, la localisation de la capacité, les processus d’ externalisation , la technologie des processus, l’ automatisation des opérations, le compromis entre le volume et la variété (voir la matrice Hayes-Wheelwright ). Les choix dans le domaine organisationnel impliquent : la définition des compétences et des responsabilités des travailleurs, la coordination des équipes, les incitations des travailleurs et le flux d’informations.
Dans la planification de la production , il existe une distinction fondamentale entre l’ approche push et l’ approche pull , cette dernière incluant l’approche singulière du juste à temps . Pull signifie que le système de production autorise la production en fonction du niveau des stocks ; push signifie que la production se produit en fonction de la demande (prévue ou présente, c’est-à-dire les bons de commande ). Un système de production individuel peut être à la fois push et pull ; par exemple, les activités avant le CODP peuvent fonctionner dans le cadre d’un système pull, tandis que les activités après le CODP peuvent fonctionner dans le cadre d’un système push.
 Modèle EOQ classique : compromis entre le coût de commande (bleu) et le coût de possession (rouge). Le coût total (vert) admet un optimum global .
Modèle EOQ classique : compromis entre le coût de commande (bleu) et le coût de possession (rouge). Le coût total (vert) admet un optimum global .
L’approche traditionnelle d’attraction du contrôle des stocks , un certain nombre de techniques ont été développées sur la base des travaux de Ford W. Harris [18] (1913), qui est devenu connu sous le nom de modèle économique de quantité de commande (EOQ). Ce modèle marque le début de la théorie des stocks , qui comprend la procédure de Wagner-Within , le modèle du vendeur de journaux , le modèle du stock de base et le modèle à période de temps fixe . Ces modèles impliquent généralement le calcul de stocks de cycle et de stocks régulateurs , ces derniers étant généralement modélisés en fonction de la variabilité de la demande. La quantité de production économique [43](EPQ) diffère du modèle EOQ uniquement en ce qu’il suppose un taux de remplissage constant pour la pièce produite, au lieu du remplissage instantané du modèle EOQ.
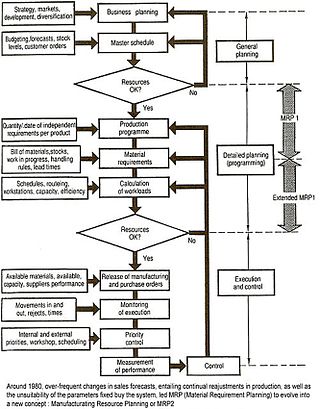 Une construction MRPII typique : planification générale (en haut) concernée par les prévisions, la planification de la capacité et les niveaux de stock, programmation (au milieu) concernée par le calcul des charges de travail , planification de la capacité brute, MPS, planification des besoins en capacité, planification MRP traditionnelle, contrôle (en bas) soucieux de l’ordonnancement .
Une construction MRPII typique : planification générale (en haut) concernée par les prévisions, la planification de la capacité et les niveaux de stock, programmation (au milieu) concernée par le calcul des charges de travail , planification de la capacité brute, MPS, planification des besoins en capacité, planification MRP traditionnelle, contrôle (en bas) soucieux de l’ordonnancement .
Joseph Orlickly et d’autres chez IBM ont développé une approche poussée du contrôle des stocks et de la planification de la production, désormais connue sous le nom de planification des besoins en matériaux (MRP), qui prend en entrée à la fois le programme directeur de production (MPS) et la nomenclature (BOM) et donne comme produire un calendrier pour les matériaux (composants) nécessaires au processus de production. Le MRP est donc un outil de planification pour gérer les bons de commande et les ordres de fabrication (appelés aussi jobs).
Le MPS peut être considéré comme une sorte de planification globale de la production se déclinant en deux variétés fondamentalement opposées : les plans qui tentent de chasser la demande et les plans de niveau qui tentent de maintenir une utilisation uniforme des capacités. De nombreux modèles ont été proposés pour résoudre les problèmes MPS :
- Modèles analytiques (par exemple, modèle Magee Boodman)
- Modèles algorithmiques d’optimisation exacte (par exemple LP et ILP )
- Modèles heuristiques (ex. modèle d’Aucamp).
Le MRP peut être brièvement décrit comme une procédure en 3 s : somme (différentes commandes), fractionnement (en lots), décalage (dans le temps en fonction du délai d’exécution de l’article). Pour éviter une “explosion” du traitement des données en MRP (nombre de nomenclatures nécessaires en entrée) les factures de planification (telles que les factures familiales ou les super factures) peuvent être utiles car elles permettent une rationalisation des données d’entrée en codes communs. Le MRP présentait des problèmes notoires tels qu’une capacité infinie et des délais fixes , qui ont influencé les modifications successives de l’architecture logicielle d’origine sous la forme de MRP II , de planification des ressources d’entreprise (ERP) et de planification et d’ordonnancement avancés (APS).
Dans ce contexte, les problèmes d’ ordonnancement (séquencement de la production) , de chargement (outils à utiliser), de sélection des types de pièces (pièces à travailler) et les applications de la recherche opérationnelle ont un rôle important à jouer.
La fabrication au plus juste est une approche de la production qui a vu le jour chez Toyota entre la fin de la Seconde Guerre mondiale et les années soixante-dix. Il vient principalement des idées de Taiichi Ohno et Toyoda Sakichi qui sont centrées sur les notions complémentaires de juste à temps et d’ autonomation (jidoka), toutes visant à réduire le gaspillage (généralement appliqué dans le style PDCA ). Certains éléments supplémentaires sont également fondamentaux : [44] lissage de la production (Heijunka), tampons de capacité, réduction de la configuration, formation polyvalente et aménagement de l’usine.
- Heijunka : le lissage de la production présuppose une stratégie de niveau pour le MPS et un calendrier d’assemblage final développé à partir du MPS en lissant les exigences de production globales dans des tranches de temps plus petites et en séquençant l’assemblage final pour obtenir une fabrication répétitive. Si ces conditions sont remplies , le débit attendu peut être égal à l’inverse du takt time . Outre le volume, heijunka signifie également atteindre une production de modèles mixtes , ce qui n’est cependant possible qu’en réduisant la configuration. Un outil standard pour y parvenir est la boîte Heijunka .
- Tampons de capacité : idéalement, un système JIT fonctionnerait sans panne, mais cela est très difficile à réaliser dans la pratique, néanmoins Toyota préfère acquérir une capacité supplémentaire plutôt qu’un WIP supplémentaire pour faire face à la famine.
- Réduction de la configuration : généralement nécessaire pour réaliser une production de modèles mixtes, une distinction clé peut être faite entre la configuration interne et externe. Les configurations internes (par exemple, retirer une matrice) font référence à des tâches lorsque la machine ne fonctionne pas, tandis que les configurations externes peuvent être effectuées pendant que la machine fonctionne (par exemple, le transport des matrices).
- Formation croisée : important en tant qu’élément de l’autonomie, Toyota a formé ses employés par rotation, ce qui a servi d’élément de flexibilité de la production, de pensée holistique et de réduction de l’ennui.
- Disposition : les lignes ou cellules en forme de U sont courantes dans l’approche Lean, car elles permettent une marche minimale, une plus grande efficacité des travailleurs et une capacité flexible.
 Lors de l’introduction de kanbans dans des systèmes de production réels, atteindre un lot unitaire dès le départ peut être irréalisable, par conséquent le kanban représentera une taille de lot donnée définie par la direction.
Lors de l’introduction de kanbans dans des systèmes de production réels, atteindre un lot unitaire dès le départ peut être irréalisable, par conséquent le kanban représentera une taille de lot donnée définie par la direction.
Une série d’outils ont été développés principalement dans le but de reproduire le succès de Toyota : une mise en œuvre très courante implique de petites cartes appelées kanbans ; ceux-ci existent également dans certaines variétés : kanbans de réapprovisionnement, kanbans d’alarme, kanbans triangulaires, etc. Dans la procédure kanban classique avec une carte :
- Les pièces sont conservées dans des conteneurs avec leurs kanbans respectifs
- La station aval déplace le kanban vers la station amont et commence à produire la pièce à la station aval
- L’opérateur en amont prend le kanban le plus urgent de sa liste (comparer à la discipline de file d’attente de la théorie des files d’attente) et le produit et attache son kanban respectif
La procédure kanban à deux cartes diffère un peu :
- L’opérateur en aval prend le kanban de production de sa liste
- Si les pièces requises sont disponibles, il supprime le kanban de déplacement et les place dans une autre boîte, sinon il choisit une autre carte de production
- Il produit la pièce et joint son kanban de production respectif
- Périodiquement, un déménageur récupère les kanbans de déplacement dans les stations en amont et recherche les pièces respectives. Une fois trouvé, il échange les kanbans de production contre des kanbans de déplacement et déplace les pièces vers les stations en aval.
Étant donné que le nombre de kanbans dans le système de production est défini par les responsables comme un nombre constant, la procédure kanban fonctionne comme un dispositif de contrôle WIP , qui, pour un taux d’arrivée donné, selon la loi de Little , fonctionne comme un dispositif de contrôle des délais.
 La cartographie des flux de valeur , une représentation des flux de matières et d’informations à l’intérieur d’une entreprise, principalement utilisée dans l’approche du lean manufacturing. Le calcul de la chronologie (en bas) implique généralement l’utilisation de la loi de Little pour dériver le délai d’exécution à partir des niveaux de stock et du temps takt .
La cartographie des flux de valeur , une représentation des flux de matières et d’informations à l’intérieur d’une entreprise, principalement utilisée dans l’approche du lean manufacturing. Le calcul de la chronologie (en bas) implique généralement l’utilisation de la loi de Little pour dériver le délai d’exécution à partir des niveaux de stock et du temps takt .
Chez Toyota, le TPS représentait plus une philosophie de production qu’un ensemble d’outils Lean spécifiques, ce dernier inclurait :
- SMED : une méthode pour réduire les temps de changement
- Cartographie des flux de valeur : une méthode graphique pour analyser l’état actuel et concevoir un état futur
- réduction de la taille du lot
- suppression du temps de batching
- Rank Order Clustering : un algorithme qui regroupe des machines et des familles de produits, utilisé pour concevoir des cellules de fabrication
- ordonnancement en un seul point , à l’opposé de l’approche push traditionnelle
- manutention multi-procédés : lorsqu’un opérateur est responsable de la conduite de plusieurs machines ou procédés
- poka-yoke : tout mécanisme de fabrication au plus juste qui aide un opérateur d’équipement à éviter ( yokeru ) les erreurs ( poka )
- 5S : décrit comment organiser un espace de travail pour l’efficacité et l’efficience en identifiant et en stockant les éléments utilisés, en entretenant la zone et les éléments et en maintenant le nouvel ordre
- comptabilité rétroactive : une approche d’établissement des coûts de produit dans laquelle l’établissement des coûts est retardé jusqu’à ce que les marchandises soient finies
De manière plus large, le JIT peut inclure des méthodes telles que : la standardisation et la modularité des produits , la technologie de groupe , la maintenance productive totale , l’élargissement des tâches , l’enrichissement des tâches , l’organisation à plat et la notation des fournisseurs (la production JIT est très sensible aux conditions de réapprovisionnement).
Dans les systèmes de production fortement automatisés , la planification de la production et la collecte d’informations peuvent être exécutées via le système de contrôle , mais il convient toutefois de veiller à éviter des problèmes tels que des blocages , car ceux-ci peuvent entraîner des pertes de productivité.
La gestion de la production de projet (PPM) applique les concepts de la gestion des opérations à l’exécution de la livraison des Projets d’investissement en visualisant la séquence des activités d’un projet comme un système de production. [45] [46] Les principes de gestion des opérations de réduction et de gestion de la variabilité sont appliqués en tamponnant grâce à une combinaison de capacité, de temps et d’inventaire.
Opérations de service
Les industries de services représentent une part importante de l’activité économique et de l’emploi dans tous les pays industrialisés, représentant 80 % de l’emploi et du PIB aux États-Unis. La gestion des opérations de ces services, par opposition à la fabrication, se développe depuis les années 1970 grâce à la publication de pratiques uniques et à la recherche universitaire. . [47] Veuillez noter que cette section n’inclut pas particulièrement les « Cabinets de services professionnels » et les services professionnels pratiqués à partir de cette expertise (formation et éducation spécialisées en leur sein).
Selon Fitzsimmons, Fitzsimmons et Bordoloi (2014) les différences entre les biens manufacturés et les services sont les suivantes : [48]
- Production et consommation simultanées. Les services à contact élevé (par exemple, les soins de santé) doivent être produits en présence du client, puisqu’ils sont consommés tels que produits. Par conséquent, les services ne peuvent pas être produits à un endroit et transportés à un autre, comme les biens. Les opérations de service sont donc très dispersées géographiquement à proximité des clients. De plus, la production et la consommation simultanées permettent la possibilité d’un libre-service impliquant le client au point de consommation (par exemple, les stations-service). Seuls les services à faible contact produits dans les “arrière-boutiques” (par exemple, la compensation des chèques) peuvent être fournis loin du client.
- Périssable. Les services étant périssables, ils ne peuvent pas être stockés pour une utilisation ultérieure. Dans les entreprises manufacturières, les stocks peuvent être utilisés pour amortir l’offre et la demande. Étant donné que la mise en mémoire tampon n’est pas possible dans les services, une demande très variable doit être satisfaite par des opérations ou une demande modifiée pour répondre à l’offre.
- La possession. Dans la fabrication, la propriété est transférée au client. La propriété n’est pas transférée pour le service. Par conséquent, les services ne peuvent pas être détenus ou revendus.
- Tangibilité. Un service est immatériel, ce qui rend difficile pour un client d’évaluer le service à l’avance. Dans le cas d’un bien manufacturé, les clients peuvent le voir et l’évaluer. L’assurance d’un service de qualité se fait souvent par l’octroi de licences, la réglementation gouvernementale et l’image de marque pour garantir aux clients qu’ils recevront un service de qualité.
Ces quatre comparaisons indiquent à quel point la gestion des opérations de service est très différente de la fabrication en ce qui concerne des questions telles que les exigences de capacité (très variables), l’assurance qualité (difficile à quantifier), l’emplacement des installations (dispersées) et l’interaction avec le client lors de la prestation du service. (conception de produit et de processus).
Bien qu’il existe des différences, il existe également de nombreuses similitudes. Par exemple, les approches de gestion de la qualité utilisées dans la fabrication telles que le prix Baldrige et Six Sigma ont été largement appliquées aux services. De même, les principes et pratiques de service Lean ont également été appliqués dans les opérations de service. La différence importante étant que le client se trouve dans le système pendant que le service est fourni et doit être pris en compte lors de l’application de ces pratiques. [49]
Une différence importante est la récupération de service. Lorsqu’une erreur survient dans la prestation de services, la reprise doit être effectuée sur place par le prestataire de services. Si un serveur dans un restaurant renverse de la soupe sur les genoux du client, la récupération pourrait inclure un repas gratuit et une promesse de nettoyage à sec gratuit. Une autre différence réside dans la capacité de planification. Étant donné que le produit ne peut pas être stocké, l’installation de service doit être gérée en fonction de la demande de pointe, ce qui nécessite plus de flexibilité que la fabrication. L’emplacement des installations doit être proche des clients et les économies d’échelle peuvent faire défaut. La planification doit tenir compte du fait que le client peut faire la queue. La théorie des files d’attente a été conçue pour aider à la conception des files d’attente des installations de service. La gestion des revenus est importante pour les opérations de service,[50]
Modélisation mathématique
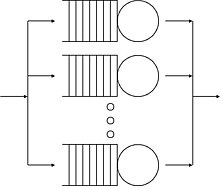 Les réseaux de file d’attente sont des systèmes dans lesquels des files d’attente uniques sont connectées par un réseau de routage. Dans cette image, les serveurs sont représentés par des cercles, les files d’attente par une série de rectangles et le réseau de routage par des flèches. Dans l’étude des réseaux de file d’attente, on essaie généralement d’obtenir la distribution d’équilibre du réseau.
Les réseaux de file d’attente sont des systèmes dans lesquels des files d’attente uniques sont connectées par un réseau de routage. Dans cette image, les serveurs sont représentés par des cercles, les files d’attente par une série de rectangles et le réseau de routage par des flèches. Dans l’étude des réseaux de file d’attente, on essaie généralement d’obtenir la distribution d’équilibre du réseau.  Illustration de la méthode Simplex , une approche classique pour résoudre les problèmes d’optimisation LP et aussi de programmation en nombres entiers (ex: branch and cut ). Cette technique est principalement utilisée en approche push [3] mais aussi en configuration système de production. [36] L’intérieur et la surface du polytope vert représentent géométriquement la région faisable , tandis que la ligne rouge indique la séquence optimale d’ opérations de pivot utilisées pour atteindre la solution optimale.
Illustration de la méthode Simplex , une approche classique pour résoudre les problèmes d’optimisation LP et aussi de programmation en nombres entiers (ex: branch and cut ). Cette technique est principalement utilisée en approche push [3] mais aussi en configuration système de production. [36] L’intérieur et la surface du polytope vert représentent géométriquement la région faisable , tandis que la ligne rouge indique la séquence optimale d’ opérations de pivot utilisées pour atteindre la solution optimale.
Il existe également des domaines de la théorie mathématique qui ont trouvé des applications dans le domaine de la gestion des opérations comme la recherche opérationnelle : principalement les problèmes mathématiques d’optimisation et la théorie des files d’attente . La théorie des files d’attente est utilisée pour modéliser les temps d’attente et de traitement dans les systèmes de production, tandis que l’optimisation mathématique s’inspire fortement du calcul multivarié et de l’algèbre linéaire . La théorie des files d’attente est basée sur les chaînes de Markov et les processus stochastiques . [51] Les calculs des stocks de sécurité sont généralement basés sur la modélisation de la demande comme une distribution normaleet MRP et certains problèmes d’inventaire peuvent être formulés à l’aide d’ un contrôle optimal . [52]
Lorsque les modèles analytiques ne suffisent pas, les gestionnaires peuvent recourir à la simulation . La simulation a été traditionnellement effectuée via le paradigme de simulation d’événements discrets , où le modèle de simulation possède un état qui ne peut changer que lorsqu’un événement discret se produit, qui consiste en une horloge et une liste d’événements. Le paradigme de modélisation au niveau des transactions, plus récent , consiste en un ensemble de ressources et un ensemble de transactions : les transactions se déplacent à travers un réseau de ressources (nœuds) selon un code, appelé processus.
 Une carte de contrôle : la variable de sortie du processus est modélisée par une fonction de densité de probabilité et pour chaque statistique de l’ échantillon une ligne de contrôle supérieure et une ligne de contrôle inférieure sont fixées. Lorsque la statistique sort des limites, une alarme est donnée et les causes possibles sont étudiées. Dans ce dessin, la statistique de choix est la moyenne et les points rouges représentent les points d’alarme.
Une carte de contrôle : la variable de sortie du processus est modélisée par une fonction de densité de probabilité et pour chaque statistique de l’ échantillon une ligne de contrôle supérieure et une ligne de contrôle inférieure sont fixées. Lorsque la statistique sort des limites, une alarme est donnée et les causes possibles sont étudiées. Dans ce dessin, la statistique de choix est la moyenne et les points rouges représentent les points d’alarme.
Étant donné que les processus de production réels sont toujours affectés par des perturbations dans les entrées et les sorties, de nombreuses entreprises mettent en œuvre une forme de gestion ou de contrôle de la qualité . La désignation Sept outils de base de la qualité fournit un résumé des outils couramment utilisés :
- vérifier les feuilles
- Diagrammes de Pareto
- Diagrammes d’ Ishikawa (diagramme de cause à effet)
- Tableaux de contrôle
- histogramme
- diagramme de dispersion
- stratification
Ceux-ci sont utilisés dans des approches telles que la gestion de la qualité totale et Six Sigma . Garder la qualité sous contrôle est pertinent à la fois pour accroître la satisfaction des clients et réduire les déchets de traitement.
Les manuels de gestion des opérations traitent généralement de la prévision de la demande , même s’il ne s’agit pas à proprement parler d’un problème d’exploitation, car la demande est liée à certaines variables des systèmes de production. Par exemple, une approche classique de dimensionnement des stocks de sécurité nécessite de calculer l’ écart type des erreurs de prévision . La prévision de la demande est également un élément essentiel des systèmes push, car les lancements de commandes doivent être planifiés avant les commandes réelles des clients. En outre, toute discussion sérieuse sur la planification des capacités implique d’ajuster les sorties de l’entreprise aux demandes du marché.
Sécurité, risque et maintenance
D’autres problèmes de gestion importants concernent les politiques de maintenance [53] (voir aussi ingénierie de la fiabilité et philosophie de maintenance ), les systèmes de gestion de la sécurité (voir aussi ingénierie de la sécurité et gestion des risques ), la gestion des installations et l’intégration de la chaîne d’approvisionnement.
Organisations
Les organisations suivantes soutiennent et promeuvent la gestion des opérations :
- Association for Operations Management (APICS) qui prend en charge le journal de gestion de la production et des stocks
- European Operations Management Association (EurOMA) qui soutient l’ International Journal of Operations & Production Management
- Production and Operations Management Society (POMS) qui soutient la revue : Production and Operations Management
- Institut de Recherche Opérationnelle et des Sciences de Gestion (INFORMS)
- La Manufacturing and Service Operations Management Society (MSOM) d’INFORMS qui soutient la revue : Manufacturing & Service Operations Management
- Institut de gestion des opérations (Royaume-Uni)
- Association de technologie, de gestion et d’ingénierie appliquée (ATMAE)
Journaux
Les revues académiques de haut rang [54] suivantes traitent des questions de gestion des opérations :
- Science du management
- Gestion des opérations de fabrication et de service
- Recherche opérationnelle
- Journal international des opérations et de la gestion de la production
- Gestion de la production et des opérations
- Recherche sur les transports – Partie E
- Journal de gestion des opérations
- Revue européenne de recherche opérationnelle
- Annales de la recherche opérationnelle
Voir également
- APICS
- Analyse comparative
- Gestion de processus
- Cartographie des processus métier
- Analyse de cause à effet
- Gestion du changement
- Mode de défaillance et analyse des effets
- Technologie industrielle
- Logiciel de gestion des stocks
- Institut national de génie industriel
- Indicateurs de performance
- Gestion de projet
- Gestion de production de projet
- Ingénierie des exigences
- Analyse de la cause originelle
- Heuristique argent-repas
- Structure de Répartition du travail
Références
- ^ OperationsAcademia.org: L’état de l’art de la recherche doctorale en recherche opérationnelle / sciences de la gestion et disciplines connexes Consulté le 22 octobre 2016
- ^ Great Operations: What is Operations Management Archivé le 07/10/2016 sur la Wayback Machine Récupéré le 3 juillet 2013
- ^ un b RB Chase , FR Jacobs, N. Aquilano, Gestion des opérations: Pour un avantage concurrentiel, McGraw-Hill 2007
- ^ Krajewski, LJ, Ritzman, LP et Malhorta, MJ (2013). Gestion des opérations : processus et chaînes d’approvisionnement . 10e éd., Pearson. ISBN 978-0-13-280739-5.{{cite book}}: Maint CS1 : noms multiples : liste des auteurs ( lien )
- ^ Reid, R. Dan (2019). Gestion des opérations : une approche intégrée . Nada R. Sanders (septième éd.). Hoboken, New Jersey. ISBN 978-1-119-49733-2. OCLC 1119125081 .
- ^ Hanna, Mark (2007). Gestion intégrée des opérations : une perspective de chaîne d’approvisionnement . W. Rocky Newman (2e éd.). Ohio, OH : Thomson/Sud-Ouest. ISBN 0-324-37787-8. OCLC 73996956 .
- ^ Friedrick Klemm, Une histoire de la technologie occidentale, Fils de Charles Scribner 1959 dans DA Wren et AG Bedeian, L’évolution de la pensée de la gestion, Wiley 2009
- ^ Xénophon, Cyropédie , Livre VIII, Delphi Classics
- ^ DA Wren et AG Bedeian , L’évolution de la pensée de la gestion, Wiley 2009
- ^ Fisk, Donald M. (2003-01-30). “Le travail américain au 20e siècle” (PDF) .
- ↑ Henry Ford , Aujourd’hui et demain, New York, 1926
- ^ Bell, Daniel (1973). L’avènement de la société post-industrielle : une aventure de prospective sociale . New York : Livres de base. ISBN 978-0465012817.
- ^ Taylor, Frederick Winslow (1896), A Piece Rate System, lu devant l’American Society of Mechanical Engineers http://wps.prenhall.com/wps/media/objects/107/109902/ch17_a3_d2.pdf
- ^ Taylor, FW , Sur l’art de couper les métaux, Société américaine des ingénieurs mécaniciens (1906)
- ^ Taylor, FW , Shop management (1903), un manuel lu devant la société américaine des ingénieurs mécaniciens, New York (cela a été republié en 1911 https://archive.org/details/shopmanagement00taylgoog )
- ^ Taylor, Frederick Winslow (1911). Les principes de la gestion scientifique. New York, NY, États-Unis et Londres, Royaume-Uni : Harper & Brothers. LCCN 11010339. OCLC 233134. Également disponible auprès du Projet Gutenberg.
- ^ Frank Bunker Gilbreth, Lillian Moller Gilbreth (1921) Diagrammes de processus . Société Américaine des Ingénieurs en Mécanique.
- ^ un b Harris, Ford W. (1990) [Réimpression de 1913]. “Combien de pièces à fabriquer à la fois” (PDF) . Recherche opérationnelle . INFORME. 38 (6): 947–950. doi : 10.1287/opre.38.6.947 . JSTOR 170962 . Récupéré le 21 novembre 2012 .
- ^ a b Shewhart, Walter Andrew , Contrôle économique de la qualité du produit manufacturé, 1931, New York : D. Van Nostrand Company. pp. 501 p.. ISBN 0-87389-076-0 (1ère édition). LCCN 132090. OCLC 1045408. LCC TS155 .S47.
- ^ a b D.C. Montgomery, Contrôle statistique de la qualité : Une introduction moderne , 7e édition 2012
- ^ HB Maynard, JL Schwab, GJ Stegemerten, Méthodes de mesure du temps, McGraw-Hill 1948 http://www.library.wisc.edu/selectedtocs/ca1794.pdf
- ^ LV Kantorovich, Méthodes mathématiques d’organisation et de planification de la production, Management Science 1960 [traduction anglaise de 1939]
- ^ Taiichi Ohno , Système de production Toyota, Productivity Pres 1988
- ^ JN Edwards, MRP et style Kanban-américain, Actes de la 26e conférence APICS, pp586-603 1983
- ^ Feigenbaum , Armand Vallin (1961), Contrôle de la qualité totale , McGraw-Hill, OCLC 250573852
- ^ RJ Schnonberger, Techniques de fabrication japonaises: neuf leçons cachées de simplicité, New York 1982
- ^ un b R.B. Grubbström, Opportunités de production de modélisation – un aperçu historique, Int. J. Économie de la production 1995
- ^ Orlickly, Planification des besoins en matériaux, McGraw-Hill 1975
- ^ Levitt, Théodore (1972). “L’approche de la chaîne de production aux services”. Revue commerciale de Harvard . 50 (4): 41–52.
- ^ Amour, John F. (1986). McDonald’s : Derrière les Arches . New York : Bantam. ISBN 0-553-34759-4.
- ^ Birla, Madan (2007). FedEx livre . New York : Wiley.
- ^ Fishman, Charles (2006). Effet Wal-Mar . New York: Livres Penquin.
- ^ “14 choses bizarres que vous ne saviez pas sur Amazon” .
- ^ M.Hammer , J.Champy , Reengineering the Corporation: A Manifesto for Business Revolution, Harper Business 1993
- ^ Womack , Jones, Roos, La machine qui a changé le monde, Free Press, 1990
- ^ un b A. Portioli, A.Pozzetti, Progettazione dei sistemi produttivi, Hoepli 2003
- ↑ Remarque : cette classification est très ancienne, mais elle a fait l’objet de mises à jour au fur et à mesure de l’évolution des systèmes de production au cours du XXe siècle. Pour une image complète, consultez les textes récents.
- ^ JC Wortmann , Chapitre: “Un schéma de classification pour le programme directeur de production”, dans Efficacité des systèmes de fabrication, C. Berg, D. French et B. Wilson (eds) New York, Plenum Press 1983
- ^ Roger W. Schmenner, Comment les entreprises de services peuvent-elles survivre et prospérer ?, Sloan Management Review, vol. 27, non. 3, printemps 1986 http://umairbali.ekalaam.com/Business%20Process%20Workflow%20Analysis/Week6/SMR-ServiceBusiness.pdf Archivé le 13/11/2013 sur la Wayback Machine
- ^ “Comment les jeans bleus sont fabriqués – matériau, fabrication, fabrication, histoire, utilisé, procédure, étapes, produit, machine” . madehow.com .
- ^ T. Hill, Stratégie de fabrication-Texte et cas , 3e éd. Mc Graw Hill 2000
- ^ Grando A., Organisation et gestion de la production industrielle, Egea 1993
- ^ Taft, EW “Le lot de production le plus économique.” Âge du Fer 101.18 (1918) : 1410-1412.
- ^ W. Hopp, M. Spearman, Factory Physics , 3e éd. Presse Waveland, 2011
- ^ “Physique d’usine pour les gestionnaires”, ES Pound, JH Bell et ML Spearman, McGraw-Hill, 2014, p 47
- ^ “New Era of Project Delivery – Project as Production System”, RG Shenoy et TR Zabelle, Journal of Project Production Management, Vol 1, pp Nov 2016, pp 13-24 https://www.researchgate.net/publication/312602707_New_Era_of_Project_Delivery_ -_Project_as_Production_System
- ^ “Le secteur des services : comment le mesurer au mieux ?” . Archivé de l’original le 2010-12-03.
- ^ Fitzsimmons, J, Fitzsimmons, M. et Bordoloi, S. (2014). Gestion des services : opérations, stratégie et technologie . New York : McGraw Hill. ISBN 978-0-07-802407-8.{{cite book}}: Maint CS1 : noms multiples : liste des auteurs ( lien )
- ^ Heizer, Jay; Rendre, Barry (2011). Gestion des opérations . 10e éd. Upper Saddle River, NJ : Prentice-Hall. ISBN 978-0-13-611941-8.{{cite book}}: Maint CS1: emplacement ( lien )
- ^ Johnston, Robert; Clark, Graham; Shulver, Michael (2012). Service Operations:Management: Improving Service Service Delivery (Quatrième éd.). Londres, Angleterre : Pearson. ISBN 978-0-273-74048-3.
- ^ Burnetas AN et MNKatehakis (1993) .. “Sur le séquençage de deux types de tâches sur un seul processeur sous des informations incomplètes”, Probabilité dans l’ingénierie et les sciences de l’information, 7 (1), 85-0119.
- ^ Zipkin Paul H., Fondements de la gestion des stocks, Boston: McGraw Hill, 2000, ISBN 0-256-11379-3
- ^ Katehakis MN et C. Derman (1989). « Sur la maintenance des systèmes composés de composants hautement fiables », Management Science, 6 (5) : 16-28.
- ^ “Copie archivée” (PDF) . Archivé de l’original (PDF) le 2013-05-27 . Récupéré le 17/07/2012 . {{cite web}}: CS1 maint: archived copy as title (link)
Lectures complémentaires
- Daniel Wren , L’évolution de la pensée managériale , 3e édition, New York Wiley 1987.
- W. Hopp, M. Spearman, Factory Physics , 3e éd. Waveland Press, 2011 en ligne (la partie 1 contient à la fois une description et une évaluation critique du développement historique du domaine).
- RB Chase , FR Jacobs, NJAquilano, Operations Management for Competitive Advantage , 11e édition, McGraw-Hill, 2007.
- Askin, RG, CR Standridge, Modélisation et analyse des systèmes de fabrication , John Wiley and Sons, New York 1993.
- JA Buzacott, JG Shanthikumar, Modèles stochastiques des systèmes de fabrication , Prentice Hall, 1993.
- DC Montgomery, Contrôle statistique de la qualité : une introduction moderne , 7e édition, 2012.
- RG Poluha : La quintessence de la gestion de la chaîne d’approvisionnement : ce que vous devez vraiment savoir pour gérer vos processus d’approvisionnement, de fabrication, d’entreposage et de logistique (série Quintessence) . Première édition. Springer Heidelberg New York Dordrecht Londres 2016. ISBN 978-3662485132 .
Portail : ![]()
![]() Affaires et économie
Affaires et économie